2022-03-25

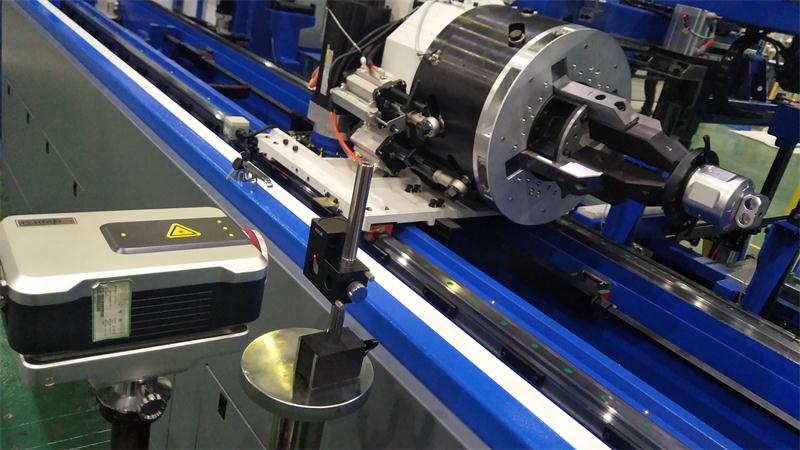
In the machine tool industry, laser interferometer is a very important tool, it usually used for CNC machine tool accuracy detection and compensation. And when would the machine tool need laser detection and compensation?
Today, let us talk about the main cases when you need laser interferometer calibration.

(Debugging and use of laser interferometer before the machine tool leaving factory)
After the CNC machine tool is assembled, its positioning accuracy generally does not meet the requirements of the factory standard. Simply relying on improving the machining accuracy of parts or improving the assembly quality to ensure the accuracy of the machine tool will greatly increase the manufacturing cost. "Error compensation" function is an effective and economical method to compensate the error of CNC machine tools. In this situation we could use laser interferometer to accurately measure and compensate for errors.

(Precision recalibration of machine tool by laser interferometer)
Any machine tool processing equipment will be out of tolerance due to its own wear and tear or some other reasons after long-term use. Generally, when this happens, it is necessary to use a laser interferometer to recalibrate the accuracy. Laser interferometer can simultaneously measure the pitch error value and backlash (also known as back clearance) of the machine tool. Through precision recalibration, the machining accuracy will be greatly improved.

(Remeasurement and compensation by laser interferometer after the machine tool maintenance)
When the machine tool is overhauled, the accuracy and position of the assembly have changed, and at this time, it is necessary to re-compensate for the pitch error.
In the installation of the lead screw, the lead screw lock nut is tightened very tightly, and the lead screw pre-pull is too large, the lead screw will be stretched, and the pitch will become longer, which has little effect at the starting point, but it will accumulate at the end point due to the accumulation of screw pitch. error, there will be a large position error. Similarly, if the pre-pull is too small, the pitch will also become smaller.
When installing the screw bearing seat, be sure to have the taper pin in place, otherwise the lead screw would not parallel to the guide rail, and the pitch becomes smaller. At this time, it can be measured by the laser interferometer to perform the most correct pitch error compensation, so that the equipment accuracy could meet the requirements.

(Regular inspection and compensation by laser interferometer)
With the continuous use of CNC machine tools, the machine tool will continue to wear and tear, and the accuracy will change. At this time, it is necessary to carry out regular maintenance of the machine tool to prolong the service life. The first is to maintain the geometric accuracy of the machine tool, and the second is the positioning accuracy. At this time, a laser interferometer is required for detection and compensation.
Notices when using laser interferometer to calibrate the CNC machine tool